燃气钢管清管过程中皮碗式清管器的磨损和长度特性研究
上海煤气第二管线工程有限公司 戴斌 陶志钧
摘要:
在燃气钢质管道清管过程中,皮碗式清管器受到的磨损较大。而且管道中各类弯头和三通件要求清管器的长度合适,否则容易造成卡堵。本文根据皮碗式清管器在钢质管道中的运行特点,分析了影响清管器皮碗的特性及磨损因素,给出了皮碗合理过盈量。同时,为防止清管器卡堵,给出了清管器的推荐长度。
关键词:燃气钢管,清管,清管器,磨损,过盈量
1. 前言
目前,我国燃气工业的不断向前发展,配套燃气管线和管网也在同时快速建设。其中,新建管道的清洁程度直接影响到燃气的输配效率和管线安全。干净的管道能够节约输配能耗,并且提高管道运行的安全性和管道的使用寿命。在施工现场能快速有效的清除管线内的杂物、确保管道内清洁是目前管道施工阶段和管道工程验收阶段必须达到的工作要求。
在燃气钢管清管过程中,皮碗式清管器得到了广泛的使用,比较其他清管设施,皮碗式清管器的清洁效果比较好。但在工程现场的应用中也同时发现,皮碗式清管器的皮碗有时磨损较大,而且长度不合适的清管器在小曲率半径的弯头处,或大口径的三通件处也会发生卡堵。分析皮碗式清管器的皮碗磨损特性和长度尺寸要求对燃气钢管清管施工有直接的指导意义。
2. 皮碗式清管器磨损特性分析
皮碗式清管器在燃气钢管清管过程中的磨损与清管器运行摩擦力直接相关。而摩擦力的大小与清管器的运行速度、皮碗过盈量以及皮碗的材料性质等因素相关。
2.1 清管器运行过程中摩擦力的计算分析
摩擦力是由于相互挤压的两个平面发生相对运动而产生的消耗力。由实验结果可知,对水平直管段进行清管时,二皮碗清管器的推动压力约为2×104Pa,三皮碗清管器的推动压力约为#p#分页标题#e#6×104Pa,由此,可以计算出清管器在水平直管中运行的摩擦力。
当清管器通过水平管道,并作匀速运动时,由受力分析(如图1所示),可以得到驱动清管器运行的空气压力与大气压力及摩擦力的平衡关系:
 (1)
(1)
或:  (2)
(2)
或:  (3)
(3)
式中:
P —— 压缩空气推动力(绝对压力);Pa
S —— 被清通管道的截面积;m2
P0 —— 大气压;Pa
#p#分页标题#e#—— 压缩空气驱动力(相对压力);Pa
f —— 清管器与管道内壁的摩擦力;N
μ —— 摩擦系数,取0.8;
m —— 清管器的质量;kg
g —— 重力加速度;m/s2
ε —— 皮碗过盈量;m/s2
E —— 皮碗弹性模量;Pa
A —— 皮碗与管壁的接触面积;m2
由式(3)可以得到下列计算皮碗弹性模量系数的公式:
(4)
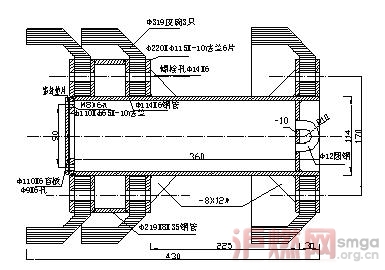
以三皮碗清管器为例,计算可以获得较真实的皮碗弹性模量。设管道外径#p#分页标题#e#D为325mm,壁厚δ为8mm,所采用的三皮碗清管器(见图2)外径D0为318mm,质量为m为30.2kg,皮碗过盈量ε为3%。
每片皮碗与管壁的接触宽度l为0.05m,则三皮碗清管器与管道内壁的接触面积为:
所以,该皮碗材料的弹性模量E为:
根据计算所得的皮碗材料弹性模量,在给定的管道条件下,由下面两式可以分别计算不同过盈量情况下,清管器运行的摩擦力和驱动力:
 (5)
(5)
 #p#分页标题#e#(6)
#p#分页标题#e#(6)
当皮碗过盈量ε为0.01 ~0.10时,三皮碗清管器运行的摩擦力和所需空气驱动力见表1。
表1 三皮碗清管器皮过盈量与摩擦力和推动压力关系一览表
|
ε
|
0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.06
|
0.07
|
|
#p#分页标题#e#f (kN)
|
1.64
|
3.03
|
4.44
|
5.84
|
7.24
|
8.64
|
10.04
|
|
P(104Pa)
|
2.2
|
4.1
|
6.0
|
7.8
|
9.9
|
11.5
|
13.3
|
#p#分页标题#e#
由式(5)式(6)可知,清管器皮碗的过盈量越大,则摩擦力和所需驱动力也就越大。当过盈量为0.07时,其推动压力为过盈量为0.03时的两倍多,因此,过盈量不宜太大。
2. 2 皮碗材料磨损机理
清管器启用前,一般在第一个皮碗上抹上了润滑油,再将其送入清管器发送筒。清管器启动后,皮碗上的润滑油几乎全部留在了管口段,所以在运行时皮碗与管壁之间的摩擦可以近似的看成干摩擦。
对于干摩擦的分析主要是根据1950年鲍登等提出的摩擦粘着理论,该理论认为干摩擦过程中,相互接触二物体的摩擦界面是塑性的,在法向载荷的作用下,某些接触点的应力相当高。因此,这些接触点产生了塑性变形。同时,接触面积不断增加,直到能够承受全部外载荷为止。对于理想的弹塑性材料,实际接触面积与外载荷的关系可用下式表示:
 (7)
(7)
式中:
Fn—— 法向外载荷;kg
Ar—— 实际接触面积;m2
σs—— 较软材料的屈服极限;kg/ m2
实际接触面积一般只是名义接触面积的0.001~0.00001倍,并且随着法向外载荷的增大而增大,所以,在清管器的选择上过盈量不能太大,否则,法向载荷过大,产生很大的摩擦会引起清通压力的增大。
根据粘着磨损的计算方法,材料的磨损量与载荷和滑动距离成正比,而与较软材料的屈服极限或者硬度成反比。#p#分页标题#e#
2. 3 燃气钢管清管过程中皮碗磨损的原因
根据上述分析,钢管清通过程中清管器皮碗的磨损与以下因素有关:
1)过盈量:增加皮碗过盈量,则法向载荷也增大,使得皮碗和管壁之间接触点增加,也就是实际接触面积增大了,从而导致摩擦力增大(见表1)。过盈量增大,皮碗和管壁的接触更紧密,这也就大大提高了粘着点产生磨屑的概率,即磨损系数,也就是增大了皮碗的磨损量。因此,过盈量越大,则磨损也越快。
2)清管器运行速度:增大清管器的运行速度,则要求清管驱动压力增大。这不仅会消耗更多的能量,安全性也会下降。
一般来说,动摩擦系数与相对滑动速度的关系为:
 (8)
(8)
式中:
v —— 相对滑动速度;m/s
c —— 比例系数;(s/m)-1/10
根据上述关系可知,随着运行速度的增加,动摩擦系数略有下降。但是,在清管过程中,皮碗摩擦力是其主要阻力。清管器运行速度快则摩擦产生更多热量,使得皮碗温度很快升高,皮碗材料变软,降低了皮碗的屈服极限,增加清管器皮碗的磨损量。所以,为减少能耗和清管器磨损,运行时应采用较低的清管器运行速度。
3)皮碗材料特性:一般的,皮碗的硬度小于管壁的硬度,所以磨损量是由皮碗的屈服极限决定的。材料的屈服极限大,皮碗不易变形,则皮碗与管壁实际接触面积小,磨损量小;但是皮碗材料的屈服极限也不宜过大,否则易发生塑性变形,造成清管器皮碗损伤而不能使用。
综上所述,清管器皮碗过盈量一般取0.03~0.05比较合理。
3. #p#分页标题#e#皮碗式清管器长度特性分析
燃气钢管清管过程中经常在遇到弯头、三通等特殊管段,清管器容易发生卡堵。对于三通,所清通管道接出的支管管径一般小于清通直管道直径,因此,只要皮碗式清管器长度大于所清通管道的直径,如取皮碗式清管器长度大于1.1D0(这里D0为管道内径),则一般情况下(尤其在设置了隔离栅栏)就不易发生卡堵现象。
但是对于弯头而言,皮碗式清管器长度就不能太大,否则在弯头处易发生卡堵。
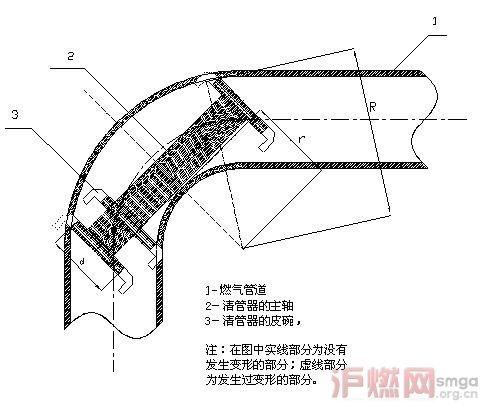
由于清管器主要由主轴和皮碗组成,两部分间通过法兰连接,因此,清管器的极限变形就是当清管器的法兰部分已经顶住管壁,不能再变形为止,见图3。
当清通管道的直径为时,采用皮碗直径为Φ1=319mm,法兰直径为Φ2=220mm的清管器,其能够变形的部分为,由于在弯管处变形时,只有一侧皮碗变形,所以,清管器皮碗变形率为。因此,在通过弯管过程中,清管器皮碗的最大变形率可取εmax=31%。
为获得在极限变形情况下,皮碗式清管器的最大允许长度,可以假设由清管器主轴法兰所成的矩形能够沿着管壁内侧的切线方向通过弯头。
设皮碗式清管器最大允许长度为Lmax#p#分页标题#e#,弯管内侧半径为r,外侧半径为R,当曲率半径为1.5D0(这里D0为管道内径)时,则有R=2r,因此,有以下的几何关系:
 (9)
(9)
上式中,d为清管器变形后的外径,d=εmax D0,r=D0,R=2 D0。
把上面的关系代入式(4-16)得到:
 (10)
(10)
则:
 (11)#p#分页标题#e#
(11)#p#分页标题#e#
因此:对于规格为的管道,皮碗式清管器的最大允许长度:
实际工程中,皮碗式清管器最大长度可以取最大允许值的80%,即 mm。
mm。
上述结果是根据采用皮碗直径为Φ1=319mm,法兰直径为Φ2=220mm的清管器推得的。显然,如果对于不同管径所采用皮碗式清管器的最大变形率均为εmax=15%,则皮碗式清管器的最大允许长度相对于对于不同规格管道的比值为常数,即:
 (12)
(12)
尽管皮碗式清管器最大允许长度计算公式(式(11))是针对曲率半径为1.5D0计算得出,但当曲率半径大于1.5D0时,只要所采用的皮碗式清管器长度等于或小于曲率半径为1.5D0时的长度要求,则不会发生卡堵现象。
综合考虑皮碗式清通器通过弯头和三通的要求,所取皮碗式清通器的长度L应该满足下列要求:
 即:
即:  #p#分页标题#e# (13)
#p#分页标题#e# (13)
4. 结论
经过上述分析,可以得到以下几点主要结论:
1) 燃气钢管清通过程中清管器皮碗的磨损与清管器皮碗过盈量、清管器运行速度、皮碗材料特性等有关。
2) 清管器增加皮碗过盈量,会增大了皮碗的磨损量。建议清管器皮碗过盈量取0.03-0.05。
3) 增大清管器的运行速度,不仅会消耗更多的能量,安全性也会下降。而且,运行速度高所产生的摩擦生热会使得皮碗变软,降低了皮碗的屈服极限,增加清管器皮碗的磨损量。
4) 为防止卡堵发生,皮碗式清通器的长度应为。